

induction heater making
Induction Heating
The Group has long pointed out that many factors are involved in the choice of quenching frequency. Higher frequencies (400-500 kHz) are always used when thin surface heating (3-10 kHz; layer depth) is required.
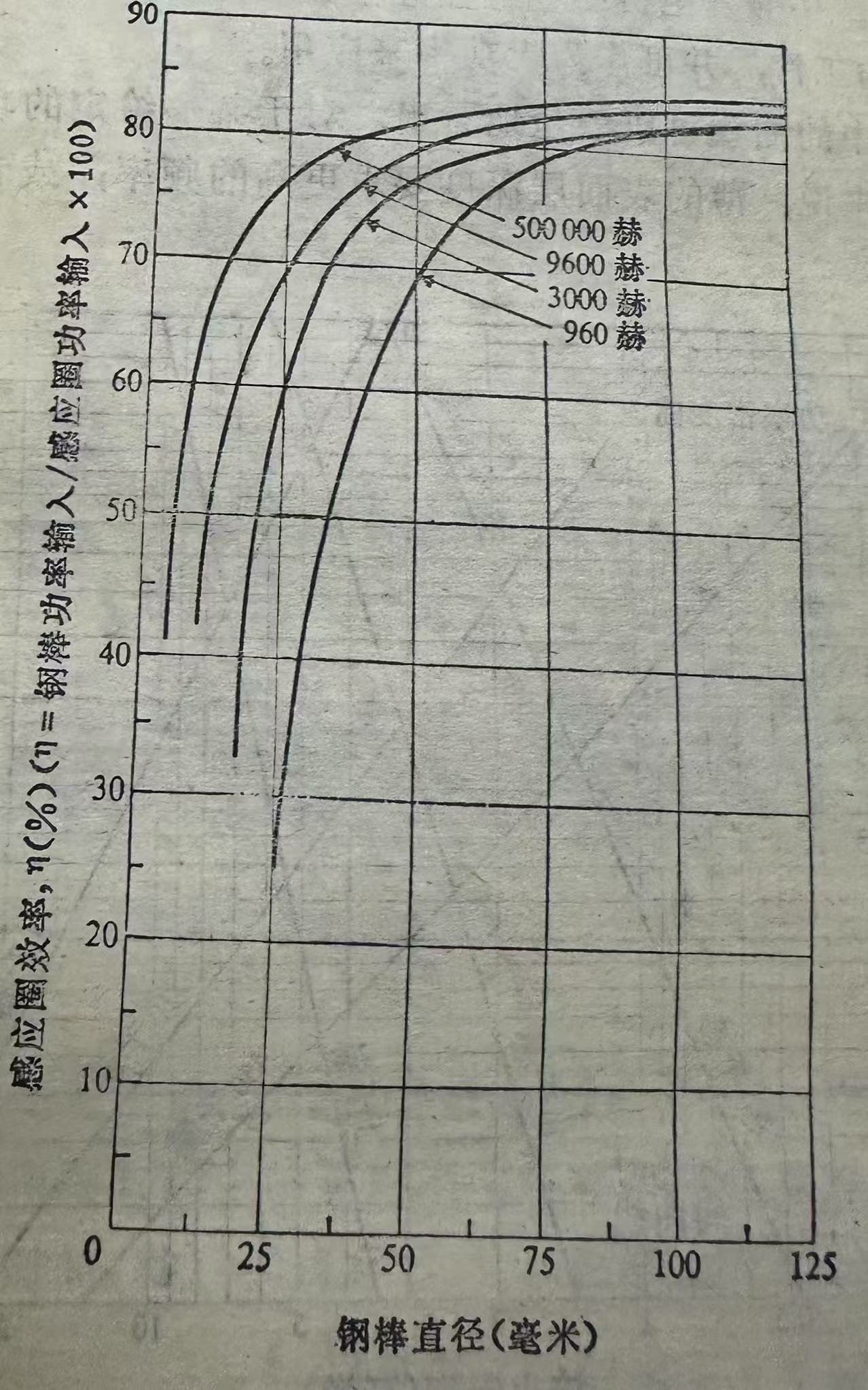
In this case, the power supply must be accurately controlled (preferably automatically); accuracy and reproducibility are very important. In the figure, four frequencies used for quenching steel bars are specifically compared. These curves not only give the efficiency of the induction coil, but also take into account the total frequency conversion efficiency.
It can be seen that, including the frequency conversion efficiency, several frequencies can be allowed for the same workpiece, except for workpieces with very small diameters. A lot of work has been done on the relationship between power input, quenching depth, frequency and heating time. The figure is based on the work of Lozinski. He mainly did this work for one-time heating.
The data in the figure have been simplified to commonly used frequencies. And the quenching temperature is between 850 and 900°C. The quenching depth is mostly between 0.25 and 5 mm. Since only 450 kHz is within this range, 450 kHz is the most widely used frequency. Medium frequency generators and thyristor medium frequency power supplies are suitable for workpieces with a quenching depth greater than 1.2 mm and can be used as high power. It can be clearly seen from the curves in the figure that for a given power density and heating time, a thin surface layer depth requires a higher frequency;